服务热线:18028963555产品到哪里,服务到哪里 !

 产品分类
产品分类
products category
 相关文章
相关文章
Related articles
 产品型号:DX-H305-1厂商性质:生产厂家更新时间:2026-01-14访 问 量:115
产品型号:DX-H305-1厂商性质:生产厂家更新时间:2026-01-14访 问 量:115 立即咨询
立即咨询
 联系电话:0769-81330059
联系电话:0769-81330059









在汽车、航空航天、工业设备及液压气动系统中,橡胶密封件(如O型圈、油封、垫片)的可靠性是保障系统密闭性、防止介质泄漏与污染物侵入的关键。这些密封件在服役中不仅承受持续的压缩应力或动态往复运动,还可能暴露于含有微量臭氧的大气环境。臭氧对不饱和橡胶分子的攻击,在应力协同下极易诱发表面龟裂,并最终导致密封失效。密封件臭氧老化试验机 龟裂测试,正是为精准评估这一特定失效模式而设计的专项检测方法,它通过在实验室中模拟臭氧环境并施加可控应力,为密封件的材料选型、质量验收及寿命预测提供核心的可靠性数据。
密封件的臭氧龟裂问题具有其独特性,远非简单的材料老化:
应力状态的复杂性:密封件在安装槽内通常处于恒定压缩状态,或在工作时经历动态压缩与拉伸循环。这种持续的机械应力极大降低了材料抵抗臭氧攻击的阈值,龟裂往往在应力集中处(如O型圈拉伸后的外侧)优先萌生。
失效后果的严重性:微小的龟裂即可能形成泄漏通道,导致油液泄漏、压力下降或系统污染,引发设备故障甚至安全事故。
材料选择的针对性:不同应用场景对密封件的耐臭氧等级要求不同。例如,户外设备或城市车辆中的密封件比室内设备面临更高的臭氧风险。
因此,开展定向的龟裂测试主要服务于:
材料与配方的适用性验证:评估不同橡胶基材(如NBR、EPDM、CR)及抗臭氧剂体系在模拟密封工况下的表现,为特定应用筛选材料。
符合行业强制标准:众多国际标准(如ISO 1431、ASTM D1149、GB/T 7762)及汽车、航空等领域的OEM规范(如SAE J200、各大主机厂材料标准)均将耐臭氧龟裂测试列为密封件及橡胶材料的强制性检测项目。
质量控制与批次一致性保证:作为密封件生产商出厂检验及用户入厂验收的关键指标,确保产品满足规定的耐臭氧等级,保障供应链质量。
模拟工况与设计优化:通过测试,可评估密封件在静态压缩、动态往复或弯曲状态下的抗龟裂能力,为结构设计与安装参数优化提供依据。
为有效评估密封件龟裂性能,试验机需超越对标准试片的简单测试,其系统设计需针对密封件的形态和受力特点进行适配。
臭氧环境高精度模拟系统
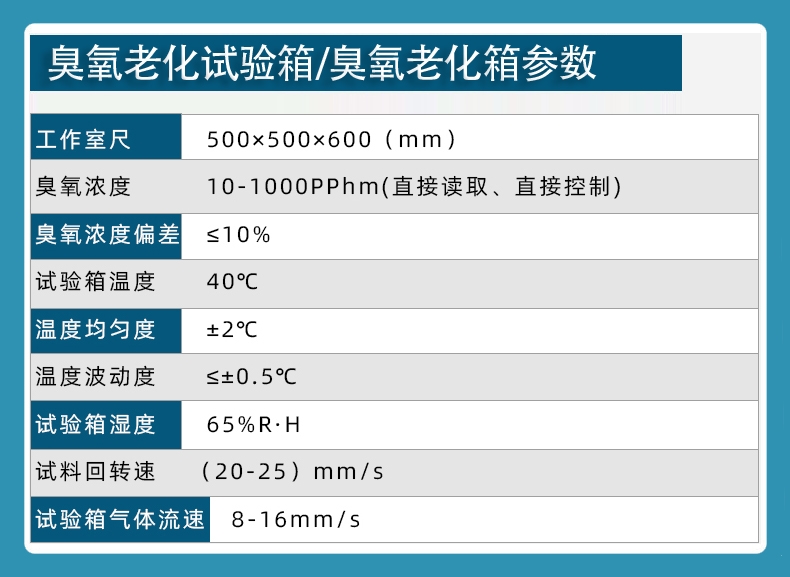
浓度精确控制与稳定性:密封件测试常用的臭氧浓度范围为25至200 pphm(亿分之一)。设备须采用闭环反馈控制系统,结合高精度紫外吸收法臭氧分析仪,确保在长达数百小时的测试中,浓度波动严格控制在设定值的±10%以内。这是保证测试结果重现性与可比性的基础。
恒温控制:标准测试温度通常为(40±2)°C。均匀稳定的温度场对获得可重复的加速老化速率至关重要。
适配密封件形态的应力模拟装置
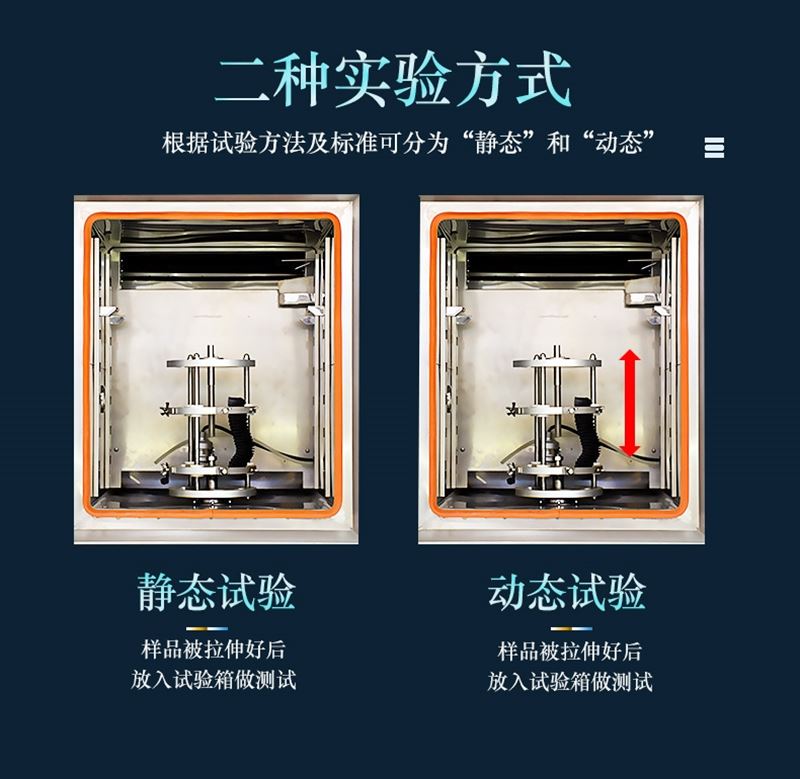
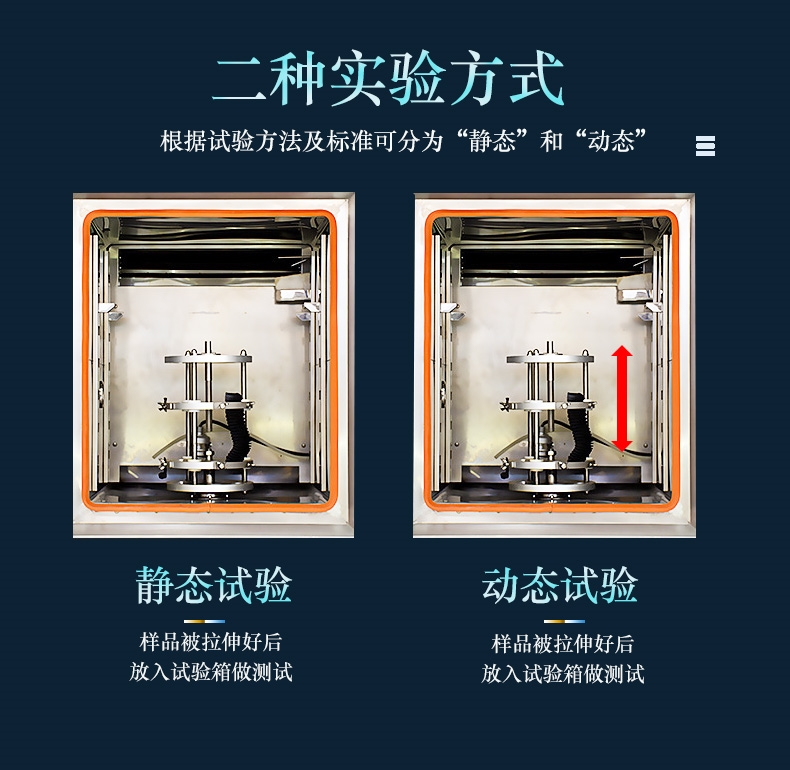
静态压缩夹具:可将O型圈精确压缩至规定的压缩率(如20%、25%、30%)。
静态拉伸夹具:可将O型圈或哑铃试片拉伸至规定的伸长率。
动态测试模块(高阶需求):可模拟密封件在实际工作中的周期性压缩-放松或拉伸-放松循环,这对于评估动态密封应用尤为重要。
压缩与拉伸专用夹具:这是设备的核心功能模块。必须提供适用于O型圈、矩形圈等标准密封件的专用夹具,能够精确模拟其安装状态:
测试腔体的均匀性与气体循环
密封件形状不规则,需通过优化的气流设计,确保臭氧气体能均匀包围其所有表面,无测试死角。
进气系统应配备高效过滤器,去除空气中的水分、粉尘及可能消耗臭氧的杂质,维持测试环境的纯净。
安全防护与尾气处理
必须配备臭氧泄漏监测报警和自动应急处理(切断气源、启动排风)。
尾气需经高温催化分解装置转化为氧气后安全排放。
在满足上述专业要求的设备市场中,德祥仪器所提供的臭氧老化试验机,其可选配的多种密封件专用夹具和精准的臭氧浓度控制,能够支持对该类产品进行符合行业标准的龟裂测试。
为密封件测试选择合适的试验机,需基于产品类型、测试标准和未来需求进行审慎评估:
标准与规范的符合性:明确测试需遵循的具体标准(国标、ISO、ASTM或主机厂规范)。设备的功能(如是否支持动态测试)和技术参数(浓度范围、控制精度)必须覆盖标准要求。
样品覆盖范围与夹具配置:
确认设备标准配置及可选夹具是否涵盖所有待测密封件类型(如不同线径的O型圈、不同截面的垫片)。
评估夹具能否方便、精确地实现所需的压缩率或伸长率设定。
关键性能的量化验证:
要求供应商提供由机构出具的臭氧浓度均匀性和控制稳定性校准报告。
确认温度均匀性符合标准。
数据管理与系统可靠性:
设备应具备完整的测试过程参数自动记录与存储功能,数据不可篡改,满足质量追溯要求。
安全合规与长期成本:
核查安全联锁与尾气处理系统的有效性。
了解臭氧发生器、传感器等核心部件的预期寿命、校准周期和更换成本。
一项严谨的密封件臭氧龟裂测试,应遵循以下标准化的操作与评价流程:
样品准备与初始状态记录:
选取符合规格的密封件成品或同批次材料制备的标准试片。记录其材料牌号、规格尺寸。
清洁样品表面,在标准实验室环境(23±2°C, 50±5% RH)下调节至少24小时。
对密封件进行初始外观检查(拍照)和关键尺寸测量。
试验条件设定与样品安装:
根据标准设定:臭氧浓度(如50 pphm)、温度(40°C)。
安装是关键步骤:将O型圈等密封件安装于专用夹具上,精确调整至规定的压缩率或伸长率。确保其受力状态模拟真实安装工况。
试验执行与过程监控:
将装好样品的夹具架迅速移入已条件稳定的试验箱内。开始计时。
通过设备监控系统持续观察臭氧浓度和温度曲线。
定期检查与现象记录:
在预定的时间间隔(如24h、48h、72h、96h、168h),在标准光源下通过观察窗检查每个样品。
重点记录:各样品出现可见龟裂的时间、龟裂位置(如O型圈拉伸侧或压缩接触区)、龟裂数量、长度及扩展趋势。
试验终止与最终评定:
达到规定时间后,取出样品,在标准环境中放松恢复。
龟裂等级评定:对照所执行标准(如GB/T 7762、ISO 1431)中提供的龟裂标准图谱,对每个样品进行等级评定(通常0级为无龟裂,4级为严重龟裂)。
功能关联性评估(可选):对出现龟裂的密封件,可进一步评估其压缩变形率的变化,或将严重龟裂样品进行简单的密封性能测试。
报告与结论:
检测报告应详尽包含:测试标准、样品信息、试验条件(浓度、温度、应力状态)、每个样品的检查时间点记录、最终龟裂等级、以及依据验收标准(如“无样品龟裂等级超过2级")作出的合格性判定。
密封件臭氧老化试验机 龟裂测试的规范化应用,是将密封系统可靠性从经验设计推向科学验证的关键环节。它针对密封件有的“应力-环境"耦合失效模式,提供了一种高效的实验室筛查与预测工具。对于任何依赖于橡胶密封技术的制造与使用行业而言,建立并严格执行此项测试能力,是从源头预防泄漏故障、提升产品整体可靠性的必要投资。在构建该能力时,应紧密结合产品实际工况,选择技术成熟、符合标准且夹具专业的设备方案,并可参考如德祥仪器等在该领域具备丰富应用经验的供应商所提供的通用配置建议,以实现测试效率与数据可靠性的平衡。
 您的位置:
您的位置: