products category
老化试验箱
Related articles
2026年高温烘箱标准操作与安全运维指南:从参数校准到合规全解析
DR-H205高温烘箱:标准操作与安全运维指南2026
DR-H205高温烘箱:标准操作与安全运维指南
2026 年高温烘箱排行榜:工业精密烘烤设备采购指南
高低温交变试验箱使用方法
产品中心/ products
联系电话:0769-81330059
在现代制造业向自动化、智能化转型的背景下,生产流程中热处理、烘干等工序的无人化运行,成为提升效率、稳定质量、降低人工成本的重要方向。对于需要长时间稳定运行的批量处理任务,如汽车零部件涂装后固化、铸造砂型烘干、大批量电子元件老化或化工原料干燥等,设备能否在无需人工持续干预下可靠完成预设工艺,是关键考量因素。其中,PLC智能控制非标工业烘箱2000L无人值守烘干这一技术配置,为实现此类场景提供了具备较高逻辑控制与通讯能力的设备基础。本文将围绕该方案的技术内涵、实现路径及选型评估要点展开探讨。
“无人值守"并非指无需任何人工操作,而是特指在设备启动并装载工件后,直至整个烘干或固化工艺程序完成、设备进入安全待机状态的整个过程中,无需操作人员在场监控或进行步骤干预。这一目标源于几项常见的生产现实:
连续性生产与节拍优化:对于长达数小时甚至数十小时的烘干工艺,依赖人工全程监控既不经济,也难以保证一致性。自动化运行允许生产安排跨越班次或周末,提升设备利用率。
工艺一致性与质量稳定性:消除因人工操作节奏、记录疏忽或判断差异带来的工艺波动,确保每一批次产品经历相同的温度-时间历程,对于产品可靠性评估与质量控制至关重要。
人力成本优化与工作环境改善:将人员从重复性、高热环境附近的监控工作中解放出来,转向价值更高的设备维护、工艺优化或数据分析岗位。
生产数据数字化追溯:自动化控制系统能够完整、客观地记录每一炉次的过程数据,为质量分析、工艺改进和合规性审计提供可靠依据。
相比传统的单点式温度控制器,可编程逻辑控制器在工业烘箱中的应用,为实现复杂的逻辑判断、连锁控制和数据交互提供了不同的可能性。其技术架构通常包含以下几个层面:
核心控制单元:
PLC控制器:作为系统大脑,负责执行用户编写的控制逻辑。它不仅处理温度PID调节(通常通过专用温控模块或PID功能指令实现),还管理设备启停序列、风机与加热元件的联锁、门限位开关状态监测、故障诊断与报警响应等顺序逻辑。
人机界面:触摸屏作为主要操作与监控终端,提供直观的工艺参数设定、程序选择、实时曲线显示、历史数据查询及报警信息浏览功能。
精确的温度与过程控制:
多段程序控制:PLC可以存储和调用复杂的多段温度-时间程序,实现升温、多阶保温、自然或强制降温的全自动运行。
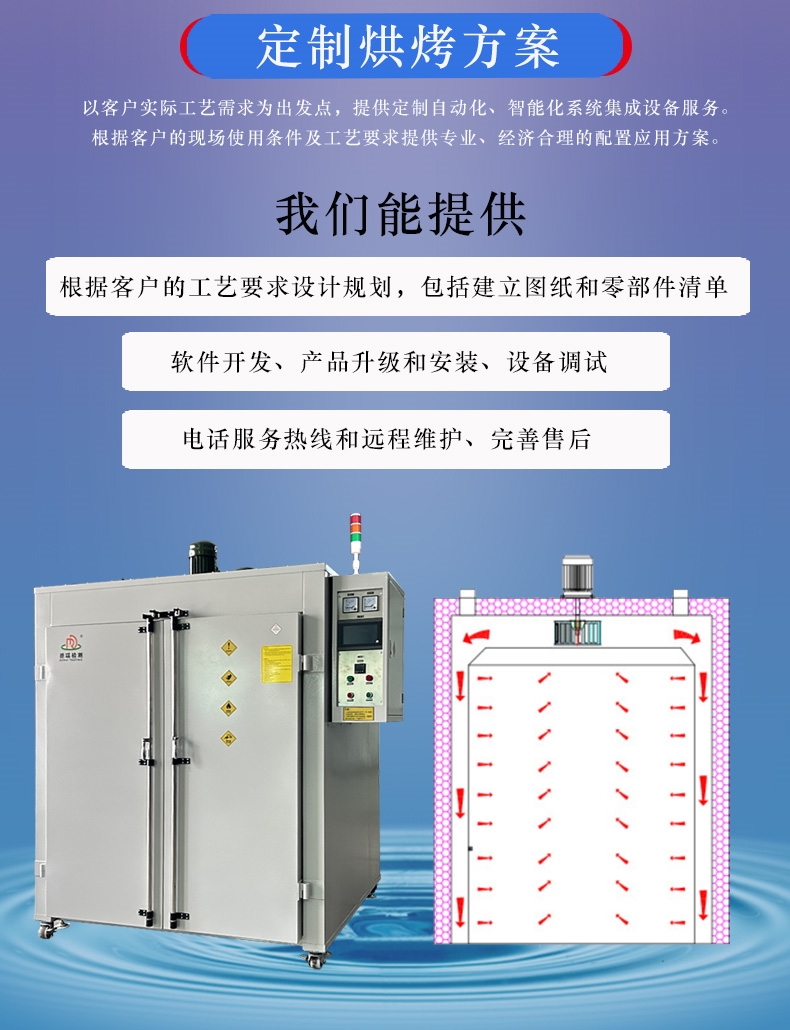
多区温度平衡:对于2000L大容积烘箱,可采用多区测温(多个温度传感器)与分区域加热功率调节策略。PLC通过运算,协调各区加热输出,以优化整个工作区域的温度均匀性。
辅助设备集成控制:PLC可统一控制与烘干工艺相关的辅助设备,如循环风机、排湿风机、冷却水阀、安全氮气阀等,根据工艺阶段自动启停。
安全冗余与故障自诊断:
多层次安全联锁:PLC系统可编程实现复杂的连锁逻辑,例如“门未关闭到位则加热无法启动"、“循环风机故障则立即切断加热并报警"、“温度传感器断线报警并使用备用逻辑"等,安全性设计更为灵活周全。
故障诊断与记录:系统能够记录故障发生的时间、类型及相关参数,便于维护人员快速定位问题,缩短停机时间。
数据通讯与远程监控能力:
标准工业接口:通常配备以太网、RS485等通讯接口,支持Modbus TCP/RTU、Profinet等常见工业协议。
实现远程监控:这使得设备能够接入工厂局域网或通过,在办公室、中控室对烘箱的运行状态、实时温度、程序进度进行远程监视。部分系统可设置关键状态(如程序结束、故障报警)的短信或消息推送。这是实现“无人值守"的关键支撑功能之一。
在规划一台具备PLC智能控制的大型非标烘箱时,用户与供应商的技术沟通应超越基本温度参数,深入至自动化与可靠性层面。
明确自动化程度与工艺边界:
需清晰界定“无人值守"的范围。例如,是否包含自动装料/卸料?工艺结束时设备是自动降温至安全温度并待机,还是关闭?这决定了机械接口与控制逻辑的复杂度。
提供详细、完整的烘干工艺流程图及控制要点说明,包括所有的手动/自动切换点、异常情况的处理预案(如中途停电恢复后的动作)。
核心控制与安全功能要求:
程序容量与灵活性:需要存储多少个不同的工艺程序?程序是否支持条件跳转、循环等高级功能?
报警与记录功能:需要哪些类型的报警(温度超差、风机故障、门开关异常、电源故障等)?过程数据(温度、运行阶段、报警事件)需要记录和存储多长时间?记录数据是否需要加密或防篡改?
安全冗余配置:除PLC软件联锁外,是否要求配置独立的硬件超温保护器(机械式或电子式)作为最终安全屏障?
通讯与信息化集成需求:
明确设备需要与哪些上层系统(如MES制造执行系统、SCADA数据采集与监控系统)进行数据交互。需要交换哪些数据(如开始时间、结束时间、工艺曲线、报警代码)?采用何种通讯协议?这部分需要双方IT或自动化工程师参与对接。
对于远程监控,需明确网络环境、访问权限管理方式及网络安全要求。
供应商的方案设计与实施经验:
要求供应商提供控制系统架构图,并解释主要控制逻辑(特别是安全连锁逻辑)。了解其PLC编程、HMI组态及系统集成能力。
考察供应商在类似自动化项目上的经验具有参考价值。例如,德祥仪器在提供复杂工艺设备解决方案时,其工程团队通常会根据用户对自动化程度和通讯接口的具体要求,进行控制系统的定制化设计与调试,这类经验有助于减少项目执行中的技术风险。
对于一台旨在无人值守运行的设备,其验收和后续管理需更加系统化。
工厂验收测试:在设备出厂前,进行包含所有控制逻辑、安全连锁、通讯功能的全面测试。用户可参与或审查测试报告,确保软件功能符合设计规格。
现场安装与调试:重点验证设备与工厂电网、网络及可能的周边设备的接口与联动是否正常。进行远程监控功能的实际测试。
综合性能与可靠性验证:
进行长时间的满载无人值守模拟运行。连续执行多个完整的烘干程序,考验设备的稳定性、程序重复性以及数据记录的完整性。
模拟常见故障(如人为断开一个温度传感器、关闭循环风机空气开关),验证系统的故障诊断、安全响应与报警机制是否准确有效。一台设计*的PLC智能控制非标工业烘箱2000L无人值守烘干系统,应能在此类测试中展现出稳定的自动化执行能力和可靠的安全防护水平。
制定标准化操作规程与维护计划:
基于验证结果,编制详细的操作、点检、维护保养规程。特别要明确在何种报警情况下需要人工干预。
建立定期的预防性维护制度,包括检查电气连接、清洁传感器、备份程序与参数、测试安全功能等,这是维持长期无人值守运行可靠性的基础。
综上所述,为大型工业烘箱配置PLC智能控制系统,并将其应用于无人值守烘干场景,是一项聚焦于提升生产自动化水平与工艺管控深度的系统性工程。它的价值不仅在于替代人工监控,更在于通过可编程的复杂逻辑控制、集成的安全策略以及开放的数据接口,使烘干设备从一台加热装置,转变为可集成、可追溯、高可靠性的智能化生产单元。用户成功实施此类项目的关键,在于前期对自身工艺的深度梳理,以及对自动化、信息化需求的清晰定义,进而与具备相应工程能力的设备供应商开展从设计、验收到维护的全过程协作。通过这种方式,智能化烘箱才能切实融入现代化生产体系,为制造效率与品质的持续提升提供支撑。
返回列表
TEL:0769-81330059

 产品分类
产品分类
 产品型号:DX-H205-C1厂商性质:生产厂家更新时间:2026-01-16访 问 量:182
产品型号:DX-H205-C1厂商性质:生产厂家更新时间:2026-01-16访 问 量:182 立即咨询
立即咨询
 联系电话:0769-81330059
联系电话:0769-81330059



 相关文章
相关文章
 您的位置:
您的位置:






